|
Converting design to delivery
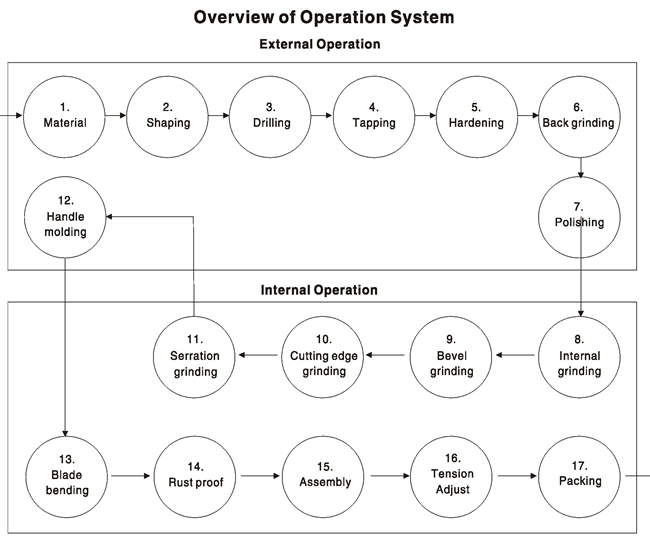
A process is the sequence and organization of all activities it needs to convert material into products that was designed to meet customers’.Finally,some activities check or inspect work to make sure that it meets standards for quality,quantity,lead time,or timing.
Blade Shaping
The shears are blanked out.Strips of steel are cut out in the form of a shears. The cheaper version of the 〝Blanked〞shears are then ground into shape so that it is difficult to sustain precision. Lin's Factory employ 〝Fineblanking〞technique to shape the blade and punch screw hole at a time. The process is capable of producing sheet metal part with completely smooth edges. It needs no second machining and grinding. This means that not all blanked shears are cheap.
Blanking Process
Single part:
·Single part Transfer:a single part transfer is a method in which single parts are moved from station to station for blanking and metal forming. The relative dimension of shape and holes is in loose tolerance.
·Single stroke; blanking and forming in one die stroke. The relative dimension of shape and holes is in tight tolerance.
Progressive:
It is a forming process that utilizes a series of stamping stations to perform simultaneous operations on sheet metal. The final metal workpiece is developed as the strip of metal is processed through the stamping die.
It's low cost .However,the grain will be cross the blades. This will reduce shearing force of blades, and the blades may snap off.
Fine-Blanking
Compared with the Fine-Blanking, the Conventional Stamping are found to have about 1/3 shearing edge and their shape is bowed whilst those produced by the Fine-Blanking are found to have 100% shearing edge,flat shape and accurate dimensions. Furthermore, in applying the Fine-Blabking Technology, the clearance between the punch and the die is much smaller.
Advantages
By applying the Fine-Blangking technology, the significant improvement of the component should be obvious.As the components are with good shape, smooth surface and precise size, they can be ready for assembly without any further secondary operations. The productivity is increased the production cycle time and the component cost are significantly reduced.
Surface produced by conventional method (Left)
Smooth surface produced by FB method(Right)
Heat Treatment
Heat treating is the operation of heating and cooling a metal in its solid state to change its physical properties. For example, steel can be hardened to resist cutting action and abrasion, or it can be softened to permit machining. With heat treatment internal stresses may be removed, grain size reduced,toughness increased,or a hard surface produced on a ductile interior.
Continuous heat Treatment
The shears are carried on a conveyor side by side into heating tunnel. Due to its productivity, and cost efficiency, this is the most popular way to harden steel for general application. lt minimizes oxygen contact with a fire curtain.
Vacuum Heat Treatment
For a better quality, the scissors are placed in a vacuum chamber where the oxygen is extracted and heated up. The key advantage of vacuum heating is making a small grain structure that is tougher than one with large grain structure, so that it makes the shears sharper, more durable and more corrosion resistance.
It is very important to minimize oxygen contact with the parts. If steel comes in contact with oxygen in heat treating, the carbon will dissipate into atmosphere, forming a decarburized layer of steel. This will result in the scissor edges cutting into each other and dulling very fast.
Induction heat treatment
For special application, some of our shears are double heat treated.
For a proper tension between blades, and because the metal behind the cutting edge has the job of transmitting the cutting forces and standing up to the stresses, the shears are first harden to the hardest point of material, which becomes hard and brittle, then subsequently tempered to relieve quenching stresses and to provide a limited but necessary degree of toughness and ductility to protect the part from cracking.
To make the shears sharper, more durable, and to perfom under high load, Lin's Factory employ induction hardening to re-harden the cutting edge of shears. In induction geating treating, a high frequency current flowing through an inductor results in an alternating magnetic field which induces a current in a conductive metal part. This allows the heating of the parts to harden to proper hardness.
If heat treatment performed properly, it produces hard structures able to withstand high stresses or abrasion in service, and corrosion resistance. The structure is made up of fine grains.
If heat treatment performed properly, it leaves the steel with a very coarse and erratic grain structure that cannot withstand high stresses or abrasion in service, and low corrosion resistance.
Grinding & Polish
Grinding means to abrade, to wear away by friction, or to sharpen. In manufacturing it refers to the removal of metal by a rotating abrasive wheel. Wheel action is vaguely similar to a milling cutter, which is considered a multiple cutting point tool. However, a grinding wheel is composed of many small grains bonded together, each one acting as a miniature cutting point. The grinding wheel is considered to have an infinite number of cutting points. Grinding machines finish parts having cylindrical, flat, or internal surfaces. The surface of the part largely selects the grinding machine. Machines designed for special functions, such as tool grinding or cutting off, are designated according to their operation.
The harden blades then go through several grinding and polish processes.
Back blade grinding
For blanked parts, the blades are put on the rack in row. The operator feeds the rack to sand belt to sand and then polish. For fine blanked parts, it needs only polishing.
Straight grinding in inner blade
For economic reason, the general scissors and shears are straight ground. Comparing with hollow ground shears, it needs more squeezing force in shearing action.
Bevel grinding to the backside of blade
There are Flat-ground bevel and Hollow-ground bevel. In shearing action,the shears with hollow-ground bevel. is with less force. The bevel abgle, small angle less force, larger angle more force is required in closing a shears. But, when determining the bevel angle, we have to consider the thickness of blade. The thinner blade with larger angle will scarify the clamping force of blades through the entire length of cut or else tearing may occur rather than being cut.
Cutting edge grinding
The cutting angle, shears may have very thin or thick blade with different cutting angle. Both blades can be cutting blades in the same or different angle, or one of them is anvil in any combination. Most are designed for specific uses; preferences are determined by the end user.
Besides above mentioned that various cutting angles with different applications, the shears also distinguish between straight blade and curved blade. The curved blades offer consistent closing angel to reduce a force that pushes the work piece toward the tips. It can be one curve or a combination of different curves.
Inside chamfer, the shears designed for garden use or for any other rough cuts may cross cut its blades due to the cross force. To avoid a cross cut and chipping the blade, an inisde chamfer is required at the tip of cutting edge.
Polish, to easy cut and to maximize the stainless feature, the surface should be highly buffed. After grinding, the grit leaves a rough surface which looks like a ragged groove under microscope. Moisture, or other foreign particle etc.,can be trapped in the cracks and the steel could get rusty.
Notch, when cutting a tougher or round shape work piece, it is best to place the work piece closest possible to fulcrum. Tougher the work piece, harder the force will push it out of position. The notch can hold the work piece and reduce the closing angle of shears in turn with less squeezing force required.
Serrations are fine lines or teeth ground into the edge of one blade.The serration holds the work piece, keeping it from being pushed forward.
Handle molding
To provide a comfortable grip, Lin's Factory adpot human-centered design concept. On a traditional shears the handles are even, meaning that both handles look the same and are the same length. One of the first and most popular ergonomic shears developed was the offset shears, where the thumb ring has been brougth forward. This allows thumb to have a more natural movement and not force it opposite the ring finger wgen closing. Anyway, it is best to cut with the wrist straight.
In addition to the shape of handle, the material is also very important. For different applications, there are some different concerns, usch as skin acid, oil, electrostatic. toxic, and recyclable, etc Its physical feature is unbreakable, non-slippery,abd easy to grip.
Assemble and Inspection
Tension system, screw and nut, or with washer, assembly is not only the pivot of blades, but also provides an important function clamping the blades together while in shearing action. Thus, the material of tension system has to endure tensile force, pulling force,and shearing force that reverses back to tension system. In addition, this mechanismis adjustable to stabilize the blades.
The scissors with screw mechanism provides good serviceability. It is the nature that theshears will wear off overtime. Some types of the shears need to be taken apart for regrinding and readjusting. The inexpensive scissors that are riveted can not be properly ground and readjusted. After assembly, to give the shears a smooth, efficient run with less force, adjusting and straightening the scissors is craftwork that only few people can master, Surface, some shears are plated with chromium for specific application. To maximize the stainless feature, the surface is highly buffed. Scissors made of non-corrosive stainless steel are either burnished, sandblasted to give a fine matt effect,coated in Teflon(black or colored).
Quality, to assure a high level consistent quality, Lin’s Factory execute a thorough, extensive control of the material, hardness, and grinding of the scissors and all craftwork in whole process.
Maintenance
One of the most common types of corrosion on shears is pitting. The most common cause of pitting is the lack of cleanliness. To prevent the metal access oxygen requires maintain the corrosion-resistant surface. Keep shears clean and dry, oil the shears after cleaning.
|

